如何使用工業(yè)以太網(wǎng)編碼器精確測量速度?
使用
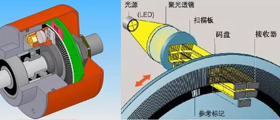
旋轉編碼器時,測量角度或線性距離是一個重要方面。它也可用于測量速度或線速度。如果工業(yè)以太網(wǎng)編碼器旋轉速度更快,則脈沖速率以相同速度增加。
編碼器的測量速度可通過兩種方法確定:脈沖計數(shù)或脈沖時間測量。
以太網(wǎng)編碼器精確測量速度?")
增量編碼器通常在兩個通道上輸出信號,通常稱為“A”和“B”,兩個通道偏移90°。旋轉方向可由前一通道確定。通常,通道a向前,方向為順時針,而通道b向前,方向是逆時針。正交輸出還可以通過使用X2或X4解碼技術來提高編碼器的分辨率。當X2解碼時,信道a的上升沿和下降沿被計數(shù),每轉計數(shù)的脈沖數(shù)被加倍,從而編碼器的分辨率被加倍。X4解碼對河流沿線信道a和b的上升沿和下降沿進行計數(shù),將分辨率提高四倍。
工業(yè)以太網(wǎng)編碼器的速度測量會受到各種設備誤差的影響,包括設備誤差、相位誤差和插值誤差。
儀器誤差包括編碼器的機械缺陷和編碼器或標線的刻度誤差。與儀器相關的誤差包括基板的平整度、傳感器的定位精度,以及編碼器和電機軸的同心度是否一致。
相位誤差是由脈沖或測量值之間的信息傳輸損失引起的。正交編碼器僅讀取一個或兩個信道(A和B)上的信號邊緣,并且在這些讀取之間不傳輸任何信息。相位誤差僅為固定測量步長的1/2。數(shù)數(shù)。
只有當編碼器分辨率超過正交編碼器中固有的X4解碼的電子水平時,才會出現(xiàn)插值誤差。插值誤差隨著速度的增加而增加。通過使用具有更多行或更多窗口的編碼器,可以減少插值和相位誤差。
了解更多
增量編碼器與絕對值編碼器相關知識,敬請關注西安德伍拓自動化傳動系統(tǒng)有限公司網(wǎng)站。公司技術團隊為您免費提供編碼器的選型、安裝、調試、保養(yǎng)等技術指導服務,盡量避免企業(yè)因為編碼器技術人員的短缺帶來的損失,采取“線上+線下”服務的服務形式,幫助企業(yè)解決技術難題。


有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn