如何處理
機床編碼器的更換及安裝問題?
編碼器的備用電池掉電偏移或丟失后,機床無法正常工作。必須正確重置參考點或原點,并對齊同軸度。這是指將機床主軸移動到合適的位置,使機床主軸根據(jù)夾具與鉆套對齊,即對齊工件加工部件的位置。

同軸度的對準(zhǔn)方法如下:將
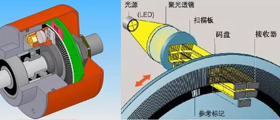
絕對值編碼器連接到機床的M連接器上。此時,選擇適當(dāng)?shù)淖鴺?biāo)軸模式以點動機床。點動機床的速度可以通過乘以速度來調(diào)整。將帶測量頭的專用測量工具插入主軸的內(nèi)孔中。工具應(yīng)以與主軸內(nèi)孔兼容的方式插入,或者通過手輪移動相應(yīng)的軸來調(diào)整機床的位置,使測量頭慢慢進(jìn)入鉆孔模具。
然后慢慢旋轉(zhuǎn)主軸一圈或多圈,注意時鐘指針的擺動(使用水平機床,有四個位置:上、下、左、右和左)。如果同軸度不在要求的范圍內(nèi),則同軸度要求可能與機床的靜態(tài)精度有關(guān)。這意味著工件加工零件的位置精度滿足要求。上述工作完成后,將編碼器的同軸度對準(zhǔn)即告完成。
從上述條件和處理程序可以看出,帶坐標(biāo)的液壓缸孔的中心坐標(biāo)就是帶坐標(biāo)的液缸孔的中央坐標(biāo)。連接并按下控制面板上的按鈕,然后按下軟按鈕以顯示屏幕。此時,可以重寫
旋轉(zhuǎn)編碼器參數(shù)。根據(jù)信息提示調(diào)用參數(shù)斷開機床電源,然后重新打開機床電源并返回參考點。此時,所找到的參考點可能不滿足工件加工部件的位置精度要求。
將機床移動到一個或基于上述已知條件,可以看出,當(dāng)機床處于該位置時,程序中坐標(biāo)軸的數(shù)據(jù)就是該位置或位置。用上述找同軸度的方法找同軸度,記錄當(dāng)時的坐標(biāo)數(shù)據(jù),并用獲得的其他坐標(biāo)數(shù)據(jù)將機床移回坐標(biāo)數(shù)據(jù)。所有工作都完成了。
了解更多
編碼器相關(guān)知識,敬請關(guān)注西安德伍拓自動化傳動系統(tǒng)有限公司網(wǎng)站。公司技術(shù)團隊為您免費提供編碼器的選型、安裝、調(diào)試、保養(yǎng)等技術(shù)指導(dǎo)服務(wù),盡量避免企業(yè)因為編碼器技術(shù)人員的短缺帶來的損失,采取拉線上+拉線下服務(wù)的服務(wù)形式,幫助企業(yè)解決技術(shù)難題。




有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn